| 일 | 월 | 화 | 수 | 목 | 금 | 토 |
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | |
| 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| 14 | 15 | 16 | 17 | 18 | 19 | 20 |
| 21 | 22 | 23 | 24 | 25 | 26 | 27 |
| 28 | 29 | 30 |
- 맥북프로
- 정식버전
- 맥
- Fedora
- sierra
- 시에라
- 3D 프린터
- asahi linux
- high sierra
- 터치바
- 아이폰
- Linux
- 에어팟
- Mac
- IOS
- Tarantula
- 애플
- 업데이트
- 버그
- mojave
- 컨트롤러
- beta
- catalina
- macos
- AirPods
- iOS 13
- BIQU
- tevo
- 3D프린터
- 모하비
- Today
- Total
elsa in mac
tevo tarantula 조립 시 유의사항 - part 2 본문

Tevo Tarantula 조립 시의 유의 사항 두 번째 포스트 입니다.
V Wheel
먼저 V wheel을 보겠습니다. V Wheel은 Tarantula의 뼈대인 Profile(프로파일)의 홈을 따라 X, Y, Z축를 부드럽게 직선 이동(Linear Guide) 시키기 위한 일종의 바퀴라고 할 수 있습니다.

V Wheel은 한쪽이 막혀 있고, 다른 한쪽은 분리를 할 수 있는데, 내부에 와셔(위의 그림에서 3번)가 하나 들어 있습니다. ArcadED님의 조립 영상을 보면, 이 녀석 안에 Spring Washer(스프링 와셔)를 넣기 위해 분리하는 과정이 보이는데, 아래 보시는 바와 같이 볼트를 넣고 잡아 뜯어 내듯이 분리를 시킵니다.

이 방법이 쉽게 될 것 같지만, 결코 쉽지 않습니다. 너무 무리하게 힘을 주다 보면, 손을 다칠 수 있습니다. 보다 쉬운 방법은 V Wheel을 세워서 딱딱한 바닥에 딱딱 치면, 안에 있는 와셔가 움직여서 홈을 반쯤 가로 막게 됩니다. 이 상태에서 M5 나사를 구멍에 넣고 가로로 눞혀서 나사 머리를 바닦을 향하고 내리치면 안에 와셔가 베어링(bearing, 위의 그림에서 2번)을 바깥으로 밀어 내면서 분리가 되게 됩니다.
eccentric nut
다음은 eccentric nut 에 대한 것입니다. V Wheel을 각 파트에 나사와 볼트로 채결을 할 때, 한쪽은 프라스틱으로 된 스페이셔를 넣지만, 다른 한 쪽은 금속 재질의 eccentric nut를 사용합니다. 이는 X, Y, Z 측 바디에 V Wheel을 채결할 때 모두 동일한 구조를 갖고 있습니다.

linear Guide를 구성할 때, eccentric nut를 적용하는 이유는 좌/우 혹은 상하 Wheel이 Guide를 따라 단단히 조이게 하기 위함 입니다. 원리는 아래에서 다시 설명을 하겠습니다.
일단은 eccentic nut를 조립하기 전에, 아래와 같이 폭이 넓은 쪽에 표시를 해 놓아야 합니다. 너트의 측면에 테잎을 작게 잘라서 폭이 넓은 쪽에 붙여 두는 것이 가장 좋습니다.

아래는 Guide의 좌/우에 V Wheel을 채결한 모습을 정면에서 봤을 때의 도식 입니다.

보시면, 왼쪽의 V-Wheel은 일반 스페이셔를 넣고, 일반 볼트/너트로 채결을 했기 때문에, Guide와 평행합니다. 하지만, 오른쪽의 경우에는 가운데 eccentric nut를 넣었기 때문에 폭이 좁은쪽 으로 비툴여져 있는 것을 알 수 있습니다. 즉, 위에서 우리가 표시를 해 놓은 폭이 넓은쪽과 반대 방향으로 V-Wheel이 벌어지게 됩니다.
즉, 일단 표시를 해 놓은 eccentric nut를 모두 안쪽으로 가게 돌려 놓은 다음 프로파일에 채결을 할 때, 표시해 놓은 것이 바깥쪽에서 보이도록 렌치로 돌리면 V Wheel이 안쪽으로 점점 좁아지면서, 결론쪽으로 프로파일의 홈을 양쪽 V Wheel이 꽉 조여 물게 되는 효과를 얻게 됩니다. 아래처럼 말이죠..

따라서, 스페이서가 들어간 쪽은 단단히 볼트와 너트를 조여서 기준으로 삼고, eccentric nut를 넣는 쪽은 꽉 조인 상태에서 1/3 바퀴 정도를 아주 살짝 느슨하게 풀어놓고, 표시해 놓은 넓은쪽을 안쪽으로 향하게 돌려 놓은 후, 나중에 Profile에 장착을 할때, eccentric nut의 표시를 해 놓은 넓은쪽이 바깥쪽에서 보이도록 돌려 Profile의 홈을 양쪽 V Wheel이 꼭 물도록 조립을 하면 됩니다.
이와 같은 원리를 무시하고 조립을 하게 되면, 프로파일 위해서 V-wheel을 장착한 파트가 덜그럭 거리거나, 기울여 조립되거나 바퀴가 프로파일의 홈에 걸치지 않는 녀석이 발생하거나 홈에서 이탈을 하거나 하는 조립 불량이 발생하게 됩니다.
인터넷에 보면, V Wheel 부분을 LM Guide로 업그레이드 하는 정보들이 많이 있는데, 굳이 LM Guide로 업그레이드를 하지 않아도, 조립만 정확히 잘 되면, 아무런 문제가 없습니다. 오히려, LM 가이드 보다 훨씬 조용하고 부드럽습니다.

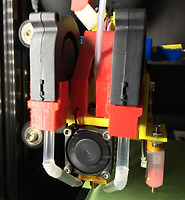
Hot End

위의 사진은 tevo tarantula에 적용된 hot end는 아니지만, 구조는 동일하니, 이해해 주시기 바랍니다. ^^ 구조를 보면, 왼쪽부터 노즐(Nozzle)이 있고, 노즐을 가열시키는 히트 블럭(Heat Block)이 있습니다. 그리고, 그 오른쪽으로 나사선이 보이는 부분은 노즐목이라는 부분이고, 그 오른쪽으로 방열판이 보이구요, 가장 오른쪽에는 필라멘트의 경로인 PTFE가 체결되는 노즐 커넥터가 있습니다.
Tevo Tarantula에는 이 Hot End가 완전히 조립되어 있는 상태로 구성품에 들어 있기 때문에 특별히 이 것을 조립할 필요는 없습니다. 다만 히트 블럭 부분을 캡톤 테이프로 사전에 둘러 놓는 것이 좋습니다.

처음에는 신품이라 반짝반짝 거리지만, 실제 프린터를 사용하다 보면, 이 히트 블럭 부분에 녹은 필라멘트들이 들러 붙어 시간이 지나면서 점차 검게 바뀌고, 지저분해 집니다. 물론, Hot End는 통째로 교체를 해도 별로 금전적으로 많은 비용이 드는 것은 아닙니다 중국산 Clone 제품들이 넘치고 넘치며... 품질도 괜찮습니다. 그냥 3~6개월쯤 쓰다가 통째로 갈아도 되지만, 돈이 문제가 아니고.. 분해/조립이 귀찮은 거지요.. 재 조립 후에는 다시 보정작업도 해야 하고.. 암튼 가능한 한 깨끗하게 오래 쓰면 좋겠죠... 미관상으로도 깔끔하면 좋습니다. ^^
문제는 일반 아무 테잎을 사용하면 안됩니다. 아무래도 200도 이상의 고열을 만들어 내는 부분인 만큼, 내열성을 갖는 테잎을 사용해야 하는데, 일반적으로 가장 무난한 것이 캡톤(Kapton) 테이프 입니다. 캡톤 테이프는 1960년대에 듀폰(Dupont)사에서 만든 테잎으로 400도까지 견디는 녀석 입니다.

추후에 사용하시다가, 히트 불럭 부분이 지저분해 지면, 간단히 감싸 놓은 캡톤 테이프만 제거하고 새 테잎으로 다시 감싸주면 되겠죠.. ^^
참고로, Heat Block에는 빨간선 2가닥과 검정색 얇은 선 두 가닥이 연결되어 있는데, 빨간선은 히트 블럭을 가열하기 위한 전기 공급 선이고, 검은색 얇은 선은 온도 센서 선 입니다. 그리고 내부 구성품에 보시면, 검은색 선이 하나 들어 있는데, 이게 온도 센서 선입니다. 그냥 보너스 스페어 파트 입니다. 남는 다고 어디 빠진 거 아닙니다. ^^
X축과 베드 수평 마추기
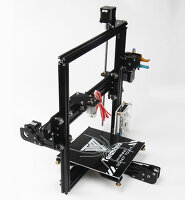
다음은 x축과 베드의 수평 맞추기에 관한 것 입니다.

전체적으로 조립을 진행하면, 위와 같은 상태가 될 것입니다. 이 상태에서 X측과 베드레벨 간에 평행을 맞추는 것이 중요 합니다. 단순히 연결할 부분 연결했다고 조립이 다 된 것은 아닙니다. 이 부분은 나중에 실제 프린팅 과정에서 대단히 많은 문제를 발생시킬 수 있는 부분이며, 완전히 조립을 완료한 상태에서 다시 맞추려면 꽤나 복잡하기 때문에 조립 시에 신경을 쓰는 편이 좋습니다.
방법은 우선, 평평한 곳에 Tarantula를 놓고, 베드의 4 모서리가 바닦면과 이루는 높이를 다 맞추는 것입니다. 위의 그림에서 보면 1 번이죠.. 지면과 베드가 수평을 이루었다면.. 이번에는 2번 즉, x축과 베드를 평행하게 맞춰여 합니다.

위의 그림에서 보시는 바와 같이 베드를 기준으로 왼쪽, 중간 오른쪽 끝이 각각 X축과 이루는 높이가 동일해야 하며, 이 조정은 X축을 고정하는 좌/우 각각 4개의 나사를 살짝 풀어 놓은 후, 베드와의 높이를 맞춰가면서 하나씩 하나씩 풀었다 조이는 과정을 반복해야만 합니다.
물론, 다 조인 후에는 X축 자체가 Z축 방향 즉, 위/아래로 아주 smooth하게 잘 움직이는지의 여부도 마지막으로 확인이 되어야 합니다. 이 때, 좌/우 모두 8개의 V Wheel이 모두 돌아야 하겠죠.. 이 부분이 왜 중요한지는 이 포스트의 맨 아래 Z축의 wobbling (흔들거림) 문제에서 다시 다루도록 하겠습니다.
간단한 작업이지만, 꽤나 신경써서 섬세하게 해야 하는 작업 입니다.

만일 위의 그림과 같이 X축이 베드와 이루는 각도가 경사가 지게 되면, 실제 프린팅 과정에서 좌/우로 움직이면서 모델을 출력할 때, 어느 곳에서 출력을 하느냐에 따라 품질이 달라지게 됩니다. 큰 모델을 출력할 경우에는 높이가 좁아지는 쪽에서 이미 프린팅한 부분에 노즐이 부팃칠수도 있고, 반대로 높이차가 큰쪽에서는 레이어와 레이어 간에 쌓이는 품질이 문제가 될 수도 있으며, 베드 레벨이 원할하지 않아.. 최초 레이어를 프린팅하는 부분에서부터 문제가 발생할 수 도 있습니다. z축을 가변 시킬때, 한쪽이 안올라가는 문제를 유발시킬 수도 있습니다.
물론, X, Y, Z측 이 모두 정확히 직각을 이루어야 하는 것은 당연한 것인제, 다른 부분은 프레임 즉, 프로파일 조립 간에 어느 정도 구조적으로 직각을 이루지만, 위의 X축의 경우는 좌우 나사를 어떻게 조이는가에 따라 상황이 다 다를 수 있기 때문에 특별히 언급을 해 드렸습니다.
Z축 리드스크류의 조립
조립 시에 신경을 써야 하는 또 한 부분은 바로 Z축 모터에 연결하는 리드 스크류의 수직/수평 문제 입니다.

Z축은 위의 그림과 같이 구성이 됩니다. 일단 이 부분을 조립할 때 주의할 점은 리드 스크류가 tarantula의 몸체와 수직/수평을 이뤄야 한다는 점입니다. .. 당연한 것이겠죠..
하지만, 실제 조립을 해 보면, 위의 주항색 선과 같이 윗쪽, 즉 모터가 있는 부분이 좀 더 바깥쪽으로 나와 있어서 윗 부분은 멀고, 아래 리드 스크류 너트 부근은 몬체와 가까운 살짝 경사진 형태로 조립이 됩니다. (흠.. 고치면 좋을 텐데.. 왜 안 고칠까..)
물론 크게 문제는 되지 않습니다. 스프링 커플링을 단 이유가 수직이 아니더라도 회전량을 온전히 아래로 전달하기 위한 것이니까요.. 하지만, 분명한 것은 한쪽으로 치우쳐 힘을 받고 있다는 것은 무시할 문제는 아닙니다. X축이 위로 올라갈수록 Y축 방향으로 잡아 당기는 외력이 커지니 말이죠..
그래서, 프린터 조립을 완료하고 가장먼저 출력하는 것 중 하나가 바로 이 Z축을 개선한 부품을 출력하는 것 입니다.

Z축 부품을 3D 프린팅 하여 업그레이드를 해야 하는 또 하나의 중요한 이유는 바로 위의 그림에서 파란색으로 쳐진 모터 마운트 아크릴 판 때문입니다. 위에서 언급한 기울여짐 문제도 이 녀석 때문이고, 보시는 바와 같이 무거운 모터 + X축의 전체 무게를 감당하기에는 저 아크릴 판은 너무 약합니다. 마치 수영 점프대 끝에 모터를 올려 놓은 것 같죠... 재질이 아크릴인 데다가 잡아주는 부분이 프로파일 끝에 나사 3개가 전부이니 위/아래 방향으로 힘이 가해지는 것을 온전히 잡아 주지를 못하는 구조 입니다.

Thingiverse 들에 보면, 위와 같이 Tevo Tarantula의 Z축 모터 브라켓 업그레이드 파트 등이 많이 올라와 있는 이유이기도 합니다. 위의 업그레이드 파트를 보시면 모터 고정 위치를 앞/뒤로 이동 시킬 수 있도록 나사선과 모터암 홈이 디자인 되어 있는 것을 보실 수 있습니다. 이 녀석을 이용하면, 튼튼하게 잡아주는 것은 물론, 리드 스크류의 수직을 맞출 수도 있습니다.
물론 Thingiverse에 보면, 위의 예 뿐만 아니라 엄청 많은 브라켓 디자인들이 올라와 있습니다.
암튼 이 녀석을 최초로 프린팅해야 하는 것이라면, 불안전한 Z축에서 프린팅을 해야 합니다. ㅋㅋ.. 결론을 한 줄로 줄이면... 불안정하지만 가급적 수직/수평이 되도록 리드 스크류를 조립해야 하며, 추후에 브라켓을 업그레이드 해야 한다..가 되겠습니다.
Z축의 wobbling 문제
다음으로 Z축의 wobbling 문제에 대한 것입니다.

위의 그림은 tarantula를 뒤에서 본 모양 입니다. 보시면, 빨간색 박스 부분이 X축이고, 녹색 박스 부분이 Z축 부분이죠.. 보시면 아시겠지만, X축을 올리고 내리고 하는 접점 부분이 보시기에 왼쪽 프레임 한 쪽뿐이며, 더군다나 리드 스크류 나사를 고정하는 부분에 국한 됩니다.
이런 구조이다 보니, X축의 오른쪽 부분은 자동차의 뒷 바퀴 처럼 그저 따라 올라가고 내려가는 부분인 셈입니다. 즉, x축의 좌/우에 달려 있는 Z축 V Wheel들이 Z축 즉, 세로 방향 프로파일에서 일종의 마찰 저항을 받는 상황이라면.. 위의 그림에서 X축의 오른쪽이 움직이지 않을 수 있습니다.
3D 프린터는 하나의 레이어를 프린트하고 다음 레이어로 이동을 할때, 수직으로 기껏해야 0.x도 만큼을 올라갑니다. 아주 미세하게 Z축이 변하는 것이죠.. 만약 위의 그림에서 오른쪽에 저항감이 있다면.. 0.2도를 올린다고 가정할 때 리드 스크류가 있는 왼쪽은 0.2도가 올라갈지 모르지만 오른쪽은 안 올라 갈 수도 있습니다.
즉, 이런 상황이 되면, 본의 아니게 아래와 같이 X축이 기울어지게 됩니다. 이것을 소위 Z축의 wobbling 문제하고 부릅니다.

한쪽이 고정된체 다른 한쪽만 까딱까딱 하는 현상을 두고 부르는 말인 셈입니다. wobbling 문제가 발생하는 경우라면, 프린팅을 하면서, 0.x도씩 계속 높아지다 보면, 어느 순간에는 안 움직이던 오른쪽(위의 그림에서 볼 때)도 어느 순간 한계점을 넘어서서 갑자기 확 올라가게 됩니다. 그리고는 또 한 동안 안 움직이게 되겠죠....
이런 문제가 존재하게 되면, 프린팅 품질에 문제가 생기게 됩니다.

이런 문제를 발생시키지 않으려면, X축의 V wheel 조립체를 Z축의 좌/우에 연결 시, 좌/우측의 V Wheel들이 위/아래로 오르락 내리락 할 때 전혀 저항감 없이 부드럽게 움질 일 수 있도록 조립을 잘 해 줘야 합니다. 하지만, 이것이 조립하는 분들의 역량과 감각의 차이에 따라 조립품질이 천차 만별이라는 점이 문제 입니다. 자신의 경험으로 조립완료 여부를 결정하기 때문이죠.. "충분히 부드럽게 움직이는데 ?.. 충분히...."
따라서, 일단 조립이 완료되면, Z축 리드 스크류를 손으로 천천히 돌려가면서 아주 미세하게 돌려도, X축의 좌/우가 모두 위/아래로 오르락 내리락 하는지를 반드시 꼼꼼히 확인해야 합니다.
PTFE 튜브
자 이번에는 화재를 바꿔서 PTFE 튜브에 대해 잠깐 집고 넘어가겠습니다. Tarantula가 지원하는 방식을 보통 보우덴 방식이라고 부르는데, 이는 필라멘트를 다루는 방식에 대한 것입니다. Tarantula는 익스투르더(Extruder, 압출기)라는 부분이 있어서, 모터의 힘으로 필라멘트를 Hot End로 강제로 밀어 넣어 줄 때, 긴 관을 통해 Hot end로 전달합니다.
죽, Extruder와 Hot End 사이에 필라멘트 가이드 튜브가 있는 셈 입니다.
이와 비교되는 개념이 다이렉트 방식으로, Hot End 바로 위에 Extruder가 달려 있어 필라멘트를 관을 통하지 않고 가까이서 직접 밀어 넣어 주는 방식입니다. 두 방식 다 장/단점이 존재하는데, 여기서는 자세히 설명하지는 않겠습니다.
PTFE 튜브는 그냥 테프론 튜브라고도 부르는데요.. 1.72mm 필라멘트를 사용한다면, ID 2mm , OD 4mm 짜리 PTFE가 사용됩니다. ID는 내부 직경, OD는 외부 직경을 의미 하죠....

위의 그림은 Hot end의 단면을 보여주는 데요.. 보시면 PTFE 튜브가 노즐목의 입구까지 내려와 있는 것을 볼 수 있습니다. 그리고, heat block의 위에 방열판을 단 이유가 바로, 이 heat block에서 발생한 높은 열이 위로 타고 올라와 내부의 PTFE 튜브를 녹이지 않기 위함인 것을 이해하실 수 있을 것입니다.

PTFE 튜브와 관련되어 주의해야 할 두 가지는 위의 그림과 같이 Hot End 안으로 들어가는 PTFE의 길이가 얼마인지와 PTFE의 끝이 평탄도 입니다. 즉, PTFE의 끝은 노즐목의 입구와 틈이 없이 딱 붙어여 하면, 끝의 평평하여 노즐목과 닿은 부분에 틈이 있으면 안 됩니다.
3D 프린터는 필라멘트를 생각보다 매우 강한 힘으로 노즐로 밀어 넣습니다. 그 압력으로 노즐을 통해 순간 높은 온도로 녹은 필라멘트가 노즐 구멍을 통해 바깥으로 뿜어져 나오는 것이죠.. 그런데, 만일 PTFE와 노즐목 사이에 틈이 있거나 PTFE 끝이 경사가 져서 틈이 있다면.. 내부의 압력에 의해 반대로 녹은 필라멘트가 역류를 하면서 이 틈새로 흘러나올 수 있습니다. 흘러나온 필라멘트는 나중에 프린트를 끄면 식으면서 굳어 PTFE 관을 오염시키거나 변형시키거나 구멍을 좁히거나 심하면 막아버리는 결과를 만들게 됩니다. 따라서, PTFE를 Hot End와 연결하기 전에 끝이 각져 있는지의 여부를 확인해야 하며, 만일 평평하지 않다면, 커터칼 등으로 평평하게 다시 잘라야 하며, PTFE가 대략 어느 정도 Hot End 안으로 들어가게 될지를 눈으로 대 본 후, 표시를 하고, 실제로 PTFE를 넣을 때, 표시한 부분 가까이 들어가는지를 확인해야 합니다.
tevo tarantula 조립 시 유의사항 두 번째는 여기서 줄이도록 하겠습니다. part 3는 조림이 다 완료된 이 후에, 모터 구동을 통해 또 다른 문제점들을 확인하는 절차에 대해 알아보도록 하겠습니다.
'3D 프린터 > tevo tarantula' 카테고리의 다른 글
| tevo tarantula 업그레이드 - part 1 (X축 브라켓) (6) | 2017.09.03 |
|---|---|
| vertical X carriage 완성. (0) | 2017.07.26 |
| tevo tarantula 조립 시 유의 사항 - part 1 (22) | 2017.06.18 |
| 3D 프린터 DIY 관련 지출 내역 (0) | 2017.06.17 |
| 3D 프린터, 까짓꺼 나도 한 대 만들어 볼까 ?! (11) | 2017.06.17 |